Stratégie de test et contrôle des cartes électroniques
1. Introduction
Sur les dernières générations de cartes électroniques, il est de plus en plus difficile de placer les points de test : les joints de soudure sont en effet de plus en plus rapprochés, de plus en plus petits, de plus en plus inaccessibles, voire pas accessibles du tout (avec les circuits BGA ou CSP, par exemple, dont les contacts sont placés dessous le composant).
Le test in-situ trouve alors vite ses limites et doit être complété par des tests optiques et à rayons X.
Toute la difficulté est de trouver le bon “dosage” entre les différentes techniques de test car leurs performances respectives varient beaucoup en fonction des types de défauts à détecter.
Il faut aussi tenir compte de l’objectif à atteindre en termes de couverture de test.
2. Comparatif entre les différentes méthodes de test
Les fabricants de cartes électroniques font face à l’exigence sans cesse croissante de réduire leurs coûts, d’améliorer la qualité de leurs produits et de raccourcir leurs délais de mise sur le marché.
Ces impératifs imposent de bien maîtriser les processus de fabrication et donc d’avoir une stratégie de test bien adaptée.
A partir de là, il est possible d’optimiser les performances tout au long du cycle de vie d’un produit, de sa conception à sa période de garantie, en passant par son lancement et sa fabrication.
Le retour sur investissement (ROI, Return On Investment) d’une stratégie de test efficace peut se chiffrer au total à 3 semaines de gagnées sur les délais de commercialisation.
Les stratégies de test des cartes électroniques doivent prendre en compte les différents outils disponibles :
· inspection optique automatique (AOI, Automation Optical Inspection),
· inspection radiographique automatique (AXI, Automated X-ray Inspection),
· test à sondes mobiles (FPT, Flying Probe Test),
· test in-situ (ICT, In-Circuit Test) et test fonctionnel (FT, Fonctionnal Test).
Chacune de ces technologies se caractérise par sa couverture de fautes et ses performances propres, qui doivent être évaluées à l’aune des objectifs recherchés.
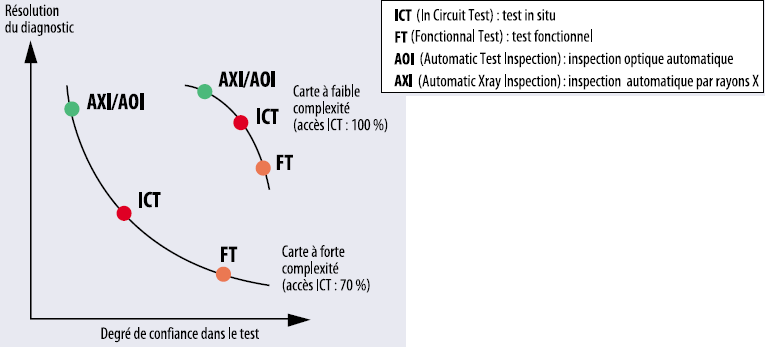
La définition de la stratégie optimale passe par des compromis entre coûts d’exploitation, coûts d’investissement, taux de couverture, cadence de test, résolution de diagnostic, rapidité du retour d’informations des processus et fiabilité des produits à long terme.
Par exemple, les méthodes optiques et RX (AOI et AXI) présentent une excellente résolution au niveau des défauts (elles permettent de voir les micro-détails) et elles sont capables de localiser les défauts très en amont du processus de fabrication. Elles permettent ainsi d’améliorer le processus de fabrication, tout en réduisant les coûts de déboggage et de réparation.
Figure 6.1 : inspection radiographique automatique (AXI, Automated X-ray Inspection)
Par contre, ces méthodes ne permettent pas d’avoir une grande garantie quant au fonctionnement de la carte car elles ne réalisent pas de test électrique.
Figure 6.2 : Comparaisons des différentes techniques
Pour le test fonctionnel électrique, c’est un peu l’inverse. Les méthodes de test fonctionnel, bien que généralement moins performantes quant à l’établissement d’un diagnostic, sont les seules à permettre de vérifier le bon fonctionnement du produit.
Quant au test in-situ (ICT), on peut le voir comme étant un compromis entre une bonne résolution au niveau du diagnostic et la confiance à accorder au test (la carte va-telle fonctionner correctement?). Encore que cela varie beaucoup en fonction de la densité et de la taille des composants présents sur la carte : sur les dernières générations des cartes, les testeurs ICT présentent des problèmes d’accessibilité aux noeuds de la carte, d’où à la fois une perte de résolution et de confiance dans la validité du test.
Figure 6.3 : Interface de test pour décodeur TNT (Testeur Agilent HP3070)
Si l’on va un peu plus loin dans les détails et que l’on dresse la typologie des défauts (courts-circuits, composants manquants, etc.), il n’y a pas là non plus de technique de test universelle, capable de voir à coup sûr l’ensemble des types de défauts. On l’aura compris, il est difficile d’élaborer des stratégies de test optimales.
Sachant qu’une carte peut comporter un grand nombre de types de défauts, et que pour chaque type de défaut, les différentes techniques de test présentent des niveaux de performances variables, il est facile d’imaginer que la matrice d’évaluation globale (performance de chaque type de test pour chaque type de défaut) atteint des proportions ingérables.
Lorsqu’il s’agit de résoudre un problème ayant autant de degrés de complexité, il est indispensable d’adopter une approche d’analyse moderne, basée sur un logiciel spécialisé. Sans un tel outil, et compte tenu de la multitude de possibilités et de caractéristiques imbriquées des différentes méthodes de test, il serait extrêmement fastidieux d’optimiser une stratégie de test et de toute façon celle-ci déboucherait au mieux sur des résultats sujets à caution.
Jusqu’ici, pour définir leur stratégie de test, les ingénieurs s’appuyaient sur leur propre expérience ou sur leurs préférences subjectives. Le test in-situ combiné à l’inspection optique “manuelle” (par un opérateur) a constitué pendant des années une stratégie de test efficace. Beaucoup d’ingénieurs de test continuent sur leur lancée, alors que les cartes sont devenues beaucoup plus complexes, que de nouvelles techniques de test sont apparues et que les contraintes du marché (en termes de coût, de délais) sont devenues plus sévères.
Figure 6.4 : banc de test AOI (Automation Optical Inspection)
3. Les logiciels DFx (Design for Test and Manufacturing)
Il existe des logiciels capables de modéliser la couverture des tests jusqu’aux broches des composants, en traitant des aspects tels que les problèmes d’accessibilité pour le test in-situ, la couverture des fautes des composants et les exigences particulières de performances de chaque carte.
Ces logiciels s’adaptent à chaque type de cartes, son volume de production, son spectre de fautes spécifique. Ils sont souvent désignés sous le sigle DFx (Design for Test and Manufacturing).
Les logiciels DFx sont capables d’établir des stratégies de test bien en amont de la fabrication, c’est-à-dire durant la phase de conception.
Ceci est plus particulièrement important pour les cartes offrant un accès limité au test in-situ. Le contrôle de la conception des cartes au moyen d’un “vérificateur de règles de fabrication” facilite la rectification des défauts de conformité risquant de compromettre sérieusement le niveau de qualité de la production.
Permettant aux ingénieurs de test de travailler en parallèle avec les concepteurs, les logiciels DFx aident à prédire le spectre de fautes ainsi qu’à appréhender la couverture de fautes et les compromis en matière d’accessibilité aux tests, et ce avant l’étape du routage.
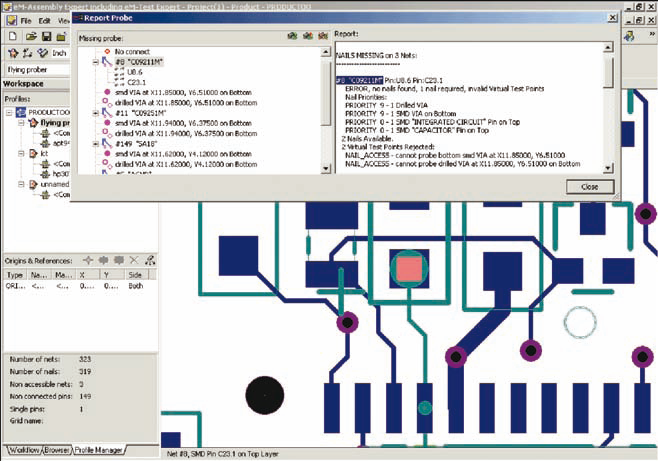
Certains types de logiciels prédisent un spectre de fautes pour chaque broche, composant et signal sur la carte, identifiant de la sorte les points de test qui assureront la meilleure couverture.
Figure 6.5 : Logiciel Test Expert ©Siemens
En recensant par ordre décroissant les points de test qui offrent la couverture la plus élevée, les concepteurs peuvent choisir avec pertinence ceux qui doivent être privilégiés sur les cartes à accès limité.
De plus, si le logiciel modélise la couverture de fautes fournie par chaque machine entrant dans la stratégie de test, il peut identifier les points de test superflus, car déjà couverts par d’autres étapes de test. Cette analyse de testabilité réduit le nombre d’itérations (allers-retours entre la conception et la fabrication), le délai de mise sur le marché et le coût des tests de production, tout en améliorant la couverture de fautes.
Pour effectuer une analyse précise de la couverture des tests ICT (in-situ), MDA et FPT (sondes mobiles), le logiciel DFx doit utiliser des bibliothèques de modèles analogiques, numériques et Boundary Scan.
Tous les modèles de composants doivent être stockés dans un format de bibliothèque à architecture ouverte, non spécifique à un fabricant. Ce format neutre doit être automatiquement généré au moyen d’outils de traduction accompagnant les logiciels et convertissant les bibliothèques de modèles propres à chaque fabricant.
Les modèles de la bibliothèque fournissent des informations sur la fonction des broches et sur la structure des composants, permettant au logiciel de prendre des décisions pertinentes concernant les exigences d’accessibilité au test in-situ pour les composants multiples analogiques ou numériques.
Cela inclut, par exemple, l’identification des différentes résistances dans un bloc de résistances en vue de leur test individuel. Le logiciel doit également identifier les nœuds purement “Boundary Scan” ainsi que leur accès TAP (test access port) en vue de la suppression de certains points de test.
4. Stratégies de test
Différentes contraintes s’appliquent aux stratégies de test sur des cartes répondant à différents besoins du marché. Parfois, le facteur contraignant est l’accessibilité, auquel cas le logiciel DFx peut servir à assurer une complémentarité entre les tests ICT (in-situ) et AXI (test par rayons X) par exemple. Cette approche complémentaire peut être mise en œuvre de deux manières, dont chacune doit être prise en charge par le logiciel. L’approche à privilégier dépend alors des exigences auxquelles est confronté le fabricant de cartes.
4.1. Test AXI maximum complété par un test in-situ simplifié.
Cette stratégie procure une réduction maximale du nombre des clous et des points de test car elle suppose que les courts-circuits et circuits ouverts seront testés sur toutes les broches au stade de l’inspection radiographique (AXI) et que donc aucune couverture redondante de ces courts-circuits ou circuits ouverts sur ces mêmes broches n’est nécessaire au stade du test in-situ.
Dans cette méthodologie, le test in-situ sert uniquement à vérifier qu’un composant avec la bonne référence a été placé au bon endroit avec la bonne polarité. Il suffit pour cela de tester un seul élément du composant analogique ou numérique.
Il s’agit là d’un exemple d’approche complémentaire dans laquelle les différentes méthodes de test sont mises en œuvre de façon à réduire au minimum leur couverture redondante ainsi que le nombre de points de test.
Utilisé en amont dans le cycle de conception, le logiciel DFx permet d’aboutir à une stratégie de test qui réduit au minimum le nombre des points de test et des clous de l’interface de test.
Il en résulte une réduction du coût, de la complexité, du poids, et du temps de mise au point et de réalisation des interfaces de test (lits à clous indispensables au test in-situ), ce qui est souhaitable pour les cartes à accès limité et dans les environnements de fabrication confrontés à des problèmes de répétabilité sur les cartes à grand nombre de points de test.
4.2. Test in-situ poussé, complété par un test AXI simplifié.
A l’inverse, d’autres fabricants de cartes peuvent préférer des stratégies recourant au maximum au test in-situ sur les cartes à accès limité, en le faisant suivre d’une inspection AXI sélective pour combler les “trous” existant dans la couverture du test in-situ en raison d’un manque d’accessibilité.
Le test in-situ étant généralement beaucoup plus rapide que l’AXI, les producteurs de gros volumes de cartes peuvent être amenés à choisir cette technique plutôt que l’approche précédente. Le logiciel doit alors servir à définir les priorités en termes d’accès pour les concepteurs avant l’étape du routage, afin de sélectionner et de placer les points de test assurant la meilleure couverture.
L’inspection radiographique doit alors être réservée aux points échappant au test in-situ, de façon à réduire sa durée au minimum.
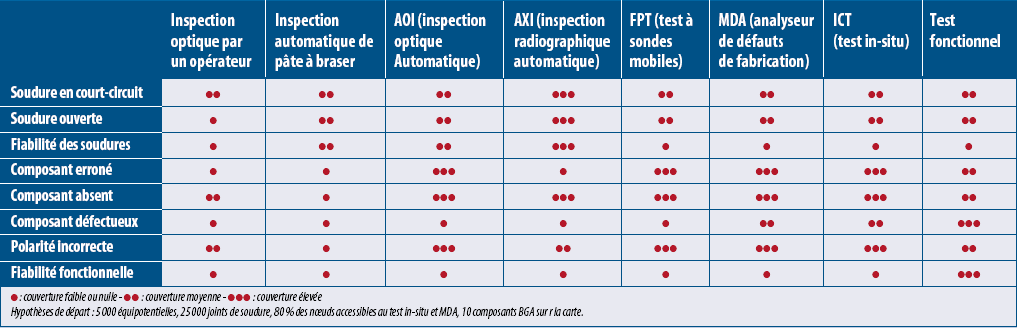
Tableau 6.1 : Comparatif de l’efficacité des principales techniques de test
4.3. Test complémentaire et Test redondant
D’autres types de cartes, destinés à des applications à haut degré de fiabilité (pour les airbags automobiles ou dans l’avionique, par exemple), exigent souvent une couverture de test redondante afin de s’assurer que tous les défauts possibles sont passés au crible. Bien entendu, la redondance a un coût.
C’est pourquoi un logiciel DFx efficace doit permettre de rechercher des stratégies de test aussi bien complémentaires que redondantes, et déterminer le degré de redondance souhaité afin de respecter les critères de qualité et de fiabilité de l’environnement final d’utilisation.
Les stratégies de test davantage axées sur une couverture complémentaire se caractérisent par une meilleure productivité et un moindre coût que les stratégies de test redondantes, qui vérifient les mêmes types de fautes à différentes étapes. La stratégie de test optimale dépend de l’application finale et des besoins de l’utilisateur en termes d’accessibilité au test, de productivité, de coût et de fiabilité.
4.4. Les défauts non couverts d’un test.
Ainsi que nous l’avons dit, le logiciel DFx doit s’appuyer sur une bibliothèque de modèles analogiques, numériques et Boundary Scan pour prédire avec exactitude la couverture des tests ICT (in-situ), MDA et FPT (sondes mobiles) au niveau de chaque broche. Le fabricant de cartes peut ainsi visualiser les degrés de couverture complémentaire et redondante offerts par chaque machine dans le cadre de son plan de test réparti.
En outre, le logiciel doit indiquer quels défauts ne sont pas testés à une étape donnée du test et donc identifier les “trous” existant dans la couverture du test.
Il est sans doute aussi important pour un testeur de connaître les défauts non couverts par un test que ceux qui le sont.
En traitant le spectre de fautes et la couverture de chaque étape de test comme des entités totalement indépendantes, le logiciel DFx fournit une perspective objective et non biaisée du problème.
Dès lors que les ingénieurs ont la possibilité d’identifier les défauts couverts et non couverts et de connaître le degré de redondance avec les autres étapes de test, ils peuvent évaluer si leur plan de test répond aux critères de fiabilité de l’environnement final d’utilisation. Grâce au logiciel DFx, les coûts en termes de taux de retours clients, de garantie, voire de perte de clientèle peuvent ainsi être appréciés.
5. Stratégies de réduction des points de test.
Deux techniques ont été utilisées pour réduire le nombre de points de test in-situ déjà couverts par une autre étape de test (AXI ou AOI) :
- Test d’un seul élément des composants multiples analogiques ou numériques dans les cas où une autre étape de test couvrait déjà les circuits ouverts et courts-circuits sur les autres broches
- Accès aux signaux TAP (port d’accès pour un test boundary scan) uniquement sur les composants afin de vérifier que leur type et leur polarité sont corrects (les courts-circuits ou circuits ouverts sur d’autres broches sont testés à une autre étape de test ou via un noeud purement Boundary Scan).
Quatre stratégies de test ont été analysées sur chaque carte :
- test in-situ seul,
- test à rayons X en transmission associé à un test in-situ,
- test à rayons X en coupe associé à un test in-situ
- inspection optique associée à un test in-situ.
5.1. Test in-situ (employé seul).
Le test in-situ est la seule méthode de test utilisée et il exploite au maximum les accès disponibles sur la carte en fonction de la conception de celle-ci. Cette stratégie de test est la plus couramment employée aujourd’hui. Elle présente l’inconvénient que la couverture de test n’est pas satisfaisante lorsque l’accessibilité est limitée.
5.2. Test AXI “transmission” associé à un test in-situ.
L’inspection radiographique AXI (Automated X-ray Inspection) de type “transmission” est utilisée pour tester autant de joints accessibles que possible. L’inspection AXI de type “transmission” donne une image du volume entier du joint de soudure, restituée sous la forme d’une image 2D (deux dimensions) en niveaux de gris. Le test in-situ (ICT) assure la couverture complémentaire des courts-circuits et circuits ouverts sur les points non accessibles au test AXI ainsi que d’autres défauts (type de composant ou polarité). Le test combiné AXI “transmission”/ICT améliore grandement la couverture des cartes à accès limité pour le test in-situ (ICT) sans compromettre la cadence des chaînes de production, tout en renforçant la fiabilité des produits et en réduisant les retours clients. La productivité est maximale.
5.3. Test AXI “en coupe” associé à un test in-situ.
Comme dans la stratégie précédente, l’inspection radiographique (AXI) “en coupe” est utilisée pour tester autant de joints de soudure accessibles que possible (en général plus de 99 %). Cette technique est parfois appelée test AXI 3D car elle restitue plusieurs coupes du joint de soudure et leur combinaison permet de constituer un modèle volumétrique du joint. Du moins en théorie. En fait, en pratique, systèmes AXI “en coupe” actuels ne permettent pas cette opération et se bornent à analyser des vues bidimensionnelles, lesquelles n’incluent pas les informations volumétriques concernant les tranches radiographiques supérieure et inférieure. Par ailleurs, la technique AXI “en coupe” est trois fois moins rapide que la technique AXI “transmission”. Le test in-situ (ICT) apporte une couverture complémentaire sur d’autres défauts tels que le type ou la polarité des composants mais il ne s’intéresse pas aux circuits ouverts ni aux courts-circuits, qui sont couverts par l’AXI. La combinaison AXI “en coupe”/ICT convient aux cartes très complexes destinées à des applications à haute fiabilité et présentant des accès extrêmement restreints au test in-situ. Cette stratégie offre la couverture maximale possible et réduit au minimum les risques de retours clients.
5.4. Test AOI associé à un test in-situ.
L’inspection optique automatique (AOI) est utilisée pour tester autant de joints accessibles que possible (les joints cachés tels ceux présents sur les BGA ne peuvent pas être testés de la sorte). L’AOI s’effectue en deux passages. Le test in-situ (ICT) apporte une couverture complémentaire sur d’autres défauts tels que le type ou la polarité des composants mais il ne s’intéresse pas aux circuits ouverts ni aux courts-circuits sur les joints de soudure, qui sont couverts par l’AOI. La combinaison AOI/ICT se prête aux cartes produites en gros volume et présentant des accès restreints au test in-situ. Cette stratégie procure une couverture satisfaisante à moindre coût.
6. Comparatif de stratégies de test
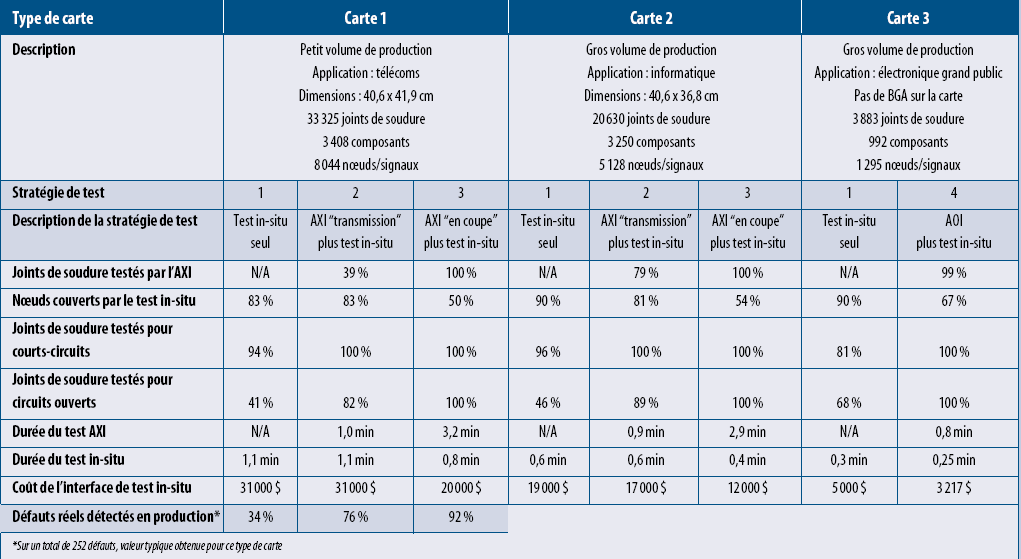
Tableau 6.2 : Comparatif de stratégies de test
Les résultats présentés dans ce tableau ont été obtenus à l’aide d’un logiciel DFx de modélisation de stratégies de test. Ils concernent des cartes double face double densité, et de grande complexité (tout au moins pour les deux premières). Cette modélisation peut être effectuée avant l’étape du routage pendant la conception de la carte, de sorte que l’accès au test in-situ soit assuré là où il est le plus nécessaire, afin d’éliminer les tests redondants, de réduire le nombre de points de test in-situ et d’améliorer la productivité. Plusieurs enseignements peuvent être tirés de ce tableau.
· La couverture prédite (joints de soudure) par le logiciel DFx est proche de celle obtenue en environnement réel de production.
· La combinaison des méthodes de test AXI et in-situ (stratégies 2 et 3) sur les cartes à accessibilité limitée améliore la couverture par rapport au test in-situ employé seul (stratégie 1).
· La plus grande réduction des points de test in-situ et du coût de l’interface de test a été obtenue par la stratégie 3 pour les deux cartes car la couverture AXI est également maximale dans la stratégie 3.
· Bien que la stratégie 3 procure l’accès maximal au test AXI et la couverture combinée maximale, il est à noter que la durée du test AXI dans la stratégie 3 est trois fois plus longue que dans la stratégie 2.
· Bien que la stratégie 2 n’apporte que peu de réduction des points de test par rapport à la stratégie 1, sa couverture est sensiblement meilleure en dépit du fait que l’accessibilité par test AXI “transmission” est de 39 % sur la carte 1 et de 79 % sur la carte 2.
· La stratégie 2 est préférable pour les gros volumes de production sensibles aux coûts et exigeant une meilleure fiabilité à long terme, car la durée du test est trois fois moins longue que dans la stratégie 3.
· La stratégie 3 convient mieux aux faibles volumes de production, moins sensibles aux coûts de fabrication mais présentant un coût très élevé en cas de panne chez le client.
· La stratégie 4 peut se révéler très efficace pour la production en gros volumes de cartes comportant un petit nombre de composants BGA. Sa couverture peut en effet être considérablement meilleure que dans la stratégie “test in-situ seul”.
7. Conclusion
Le test électrique in-situ est universellement utilisé par les fabricants de cartes électroniques. A cause des problèmes d’accessibilité, la couverture du test est souvent insuffisante sur les cartes complexes. Le test in-situ doit souvent être complété par des techniques d’inspection sans contact, optique ou à rayons X. Le dosage des différentes techniques peut être très fin : par exemple, sur un même composant, certaines broches seront testées en insitu d’autres en optique ou en rayons X.
Les résultats des études de cas montrent que la couverture prédite par les logiciels DFT est réaliste lorsqu’on la compare à celle effectivement obtenue en production. L’utilisation de logiciels DFx durant la conception des cartes, afin de modéliser la couverture de différentes stratégies de test et d’aboutir au meilleur compromis pour l’accès au test in-situ, peut donc sensiblement réduire les coûts et améliorer la qualité.
Les taux de détection des défauts sont plus que doublés par l’emploi de l’inspection AOI ou AXI en conjonction avec le test in-situ, tandis que la cadence des chaînes de production varie considérablement selon la stratégie de test choisie. En permettant de prendre ces décisions en amont du cycle de vie du produit, les logiciels DFx permettent aux fabricants de cartes de réduire les coûts tout au long de la chaîne, depuis le lancement d’un nouveau produit jusqu’à sa fabrication et à sa période de garantie.