LE GEMMA
1- Introduction
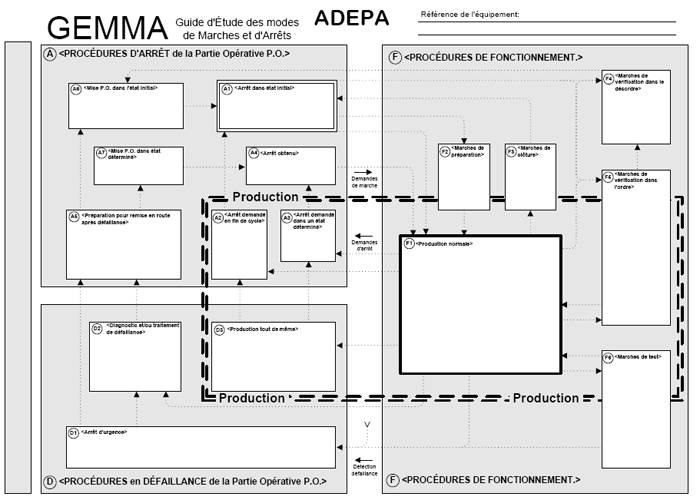
Le GEMMA (Guide d'Etude des Modes de Marche et d'Arrêt) est un guide graphique élaboré par l'Agence pour le Développement de la Productique Appliquée (ADEPA) en avril 1981, Il constitue une méthode d'approche des Modes de Marches et d'Arrêts des systèmes, c'est un outil d'aide complémentaire au GRAFCET qui permet d'exprimer de façon claire et complète les besoins en modes de marche et d'arret d'un système automatisé.
Le GEMMA est un document (outil-méthode) structuré prêt à être rempli par son utilisateur afin de suivre une approche guidée et systématique
Figure 3.1: Document GEMMA vide
2- Concepts de base du GEMMA
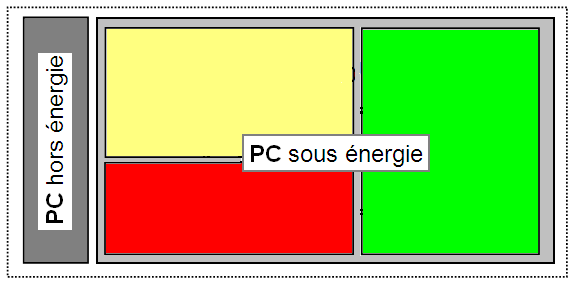
Le GEMMA définit l'état dans lequel se trouve la partie commande du système automatisé. Dans un premier temps, on peut dire que le GEMMA est divisée en deux zones :
- Partie commande hors énergie
- Partie commande sous énergie
Figure 3.2 : Zones "PC sous énergie - PC hors énergie"
Dans la zone PC hors énergie, la partie commande n'est pas alimentée en énergie. Dans cette partie il n'y a pas de modes traités par la partie commande. Seules des actions dites actions réflexes ou externes peuvent se réaliser.
Pour la zone Partie commande sous énergie et selon les besoins du système automatisé à étudier on choisit d'utiliser certains modes de marches et d'arrêts. En effet les modes de marches et d'arrêts ne peuvent être perçus et traités qu'en présence d'une partie commande en ordre de marche. A chacun de ces modes correspond un "rectangle état" disposé sur le graphisme selon une structure précise.
3- Structuration du Gemma
3.1- Production – hors production
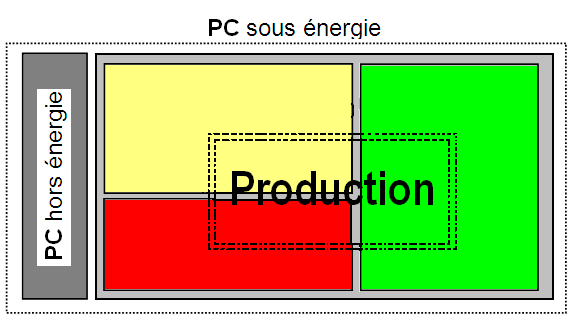
Une distinction supplémentaire est faite dans la zone PC sous énergie. On distingue la zone de production et la zone hors production par un double encadrement en pointillés de la zone de production. Les Modes de Marches et d'Arrêts à l'intérieur des pointillés "Production", correspondent à des etats pour lesquels la machine produit.
Figure 3.3 : Zones "Production – hors production"
Le système est en « production » si la valeur ajoutée pour laquelle le système a été conçu est obtenue. le système est « hors production » dans le cas contraire
3.2- Les familles des états de modes de marches et d'arrêts (Les procédures)
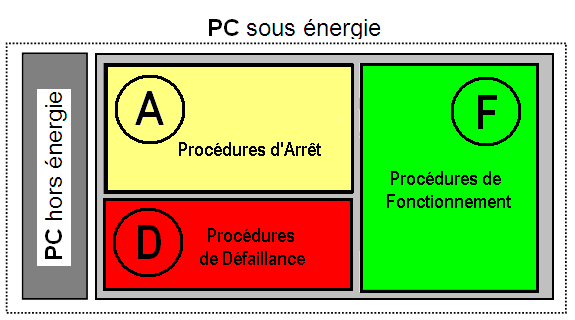
Chaque famille de procédures correspond à une zone du Gemma. On distingue trois familles:
- Les procédures de fonctionnement regroupant les états F. On ne produit pas forcément dans tous les états F, Les modes préparatoires à la production, de réglages ou, de tests, peuvent faire partie de cette famille..
- Les procédures d'arrêt regroupant les états A, tous les modes conduisant ou traduisant à un état d'arrêt, arrêts normaux et procédures de remise en route.
- Les procédures de défaillance, regroupant les états D pris en cas de défaillance de la partie opérative.
Figure 3.4 : Les familles des états de modes de marches et d'arrêts
Le guide graphique GEMMA porte les rectangles-états dans lesquels seront exprimés les différents états de Marches et d'Arrêts (M/A) pris par la machine.
3.2.1 : Les états F
ETATS F: PROCEDURES DE FONCTIONNEMENT Repère Désignation Description F1 <production normale> Dans cet état la machine produit normalement : c'est l'état pour pour lequel elle a été conçue.
On peut souvent faire correspondre à cet état un grafcet que l'on appelle "grafcet de base".
Note : A cet état ne correspond pas nécessairement une marche automatiqueF2 <marche de préparation> Cet état est utilisé pour les machines nécessitant une préparation préalable à la production normale :
Préchauffage de l'outillage, remplissage, mises en routes diverses ...F3 <marche de clôture> C'est l'état nécessaire pour certaines machines devant être vidées, nettoyées ... en fin de journée ou en fin de série. F4 <marche de vérification dans le
désordre>Cette état permet de vérifier certaines fonction ou certains mouvement sur la machine sans respecter l'ordre de
déroulement du cycle.F5 <marche de vérification dans l'ordre> Dans cet état, le cycle de production peut être exploré au rythme de production voulu par la personne effectuant
la vérificationF6 <marche de test> Les machines de contrôle, de tri, de mesure... comportent des capteurs qui doivent être réglés ou étalonnés : cet
état permet les différentes opérations.
3.2.2 - Les états A
ETATS A: PROCEDURES D'ARRET Repère Désignation Description A1 <Arrêt dans état initial> C'est l'état repos de la machine. Il correspond en généralà la situation initiale du grafcet. A2 <Arrêt demandé en fin de cycle> Lorsque l'arrêt est demandé, la machine continue de produire jusqu'à la fin de cycle; l'état A2 est donc un état transitoire
vers l'état A1A3 <Arrêt demandé dans
état déterminé>La machine continue de produire jusqu'à un arrêt en une position autre que la fin de cycle; c'est un état transitoire vers A4 A4 <Arrêt Obtenu> La machine est alors arrêté dans un état autre que la fin de cycle. A5 <Préparation pour remise en
route après défaillance>C'est dans cet état que l'on procède à toutes les opérations (désengagements, nettoyages ...) nécessaires à une remise en
route après défaillanceA6 <Mise PO dans état initial> La machine étant en A6, on remet manuellement ou automatiquement la partie opérative en position initiale pour un
redémarrage dans l'état initial.A7 <Mise PO dans état déterminé> La machine étant en A7, on remet la partie opérative en position pour un redémarrage dans une position autre que l'état initial.
3.2.3 - Les états D
ETATS D: PROCEDURES DE DEFAILLANCE Repère Désignation Description D1 <Arrêt d'urgence> C'est l'état pris lors d'un arrêt d'urgence : on y prévoit non seulement les arrêts, mais aussi les cycles de dégagement,
les procédures et précautions nécessaires pour éviter ou limiter les conséquences dues à la défaillance.D2 <Diagnostic et/ou traitement
de la défaillance>C'est dans cet état que la machine peut être examinée après défaillance et qu'il peut être apporté un traitement permettant
le redémarrage.D3 <Production tout de même> Il est parfois nécessaire de continuer la production même après une défaillance de la machine : on aura alors une production dégradée, forcée ou aidée par des opérateurs non prévus en production normale
4- Méthode d'utilisation du GEMMA
L'étude des modes de marches et d'arrêts est prévue dés la conception de la machine et intégrée dans sa réalisation. Après l'établissement du GRAFCET de production normale (GPN), on met en œuvre le guide graphique GEMMA pour la sélection des modes de marches et d'arrêts.
La démarche comporte deux phases :
- Le recensement des différents modes envisagés pour le système et la mise en évidence des enchaînements qui les relient.
- La détermination des conditions de passage d'un mode à l'autre.
4.1- Sélection des Modes de Marches et d'Arrêts :
La PO de la machine étant définie, ainsi que le Grafcet du cycle de production normale (GPN), il faut sélectionner et préciser les modes de M/A nécessaires.
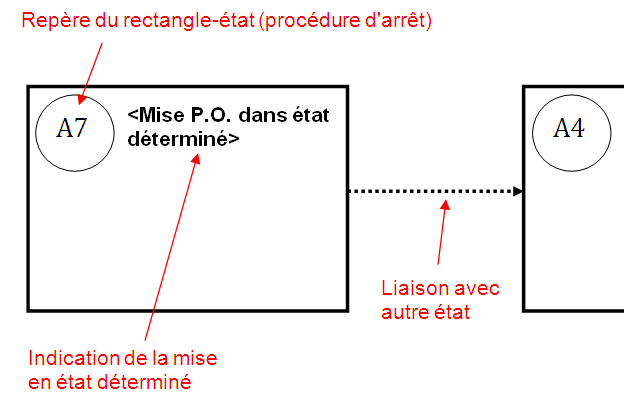
Figure 3.5 : Exemple d'un « rectangle-état » proposé.
Pour une machine donnée, il est important d'examiner le cas de chaque rectangle état :
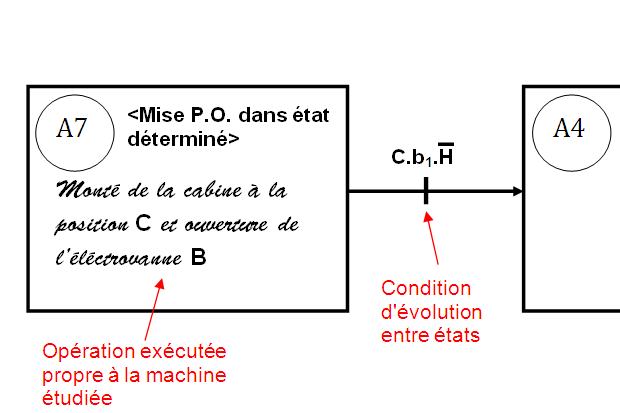
- Si le mode proposé est retenu, il sera précisé dans le "rectangle - état ".
- Un « rectangle-état » retenu se complète de façon manuscrite : en précisant l'opération exécutée propre à la machine étudiée ; en surlignant la (les) liaison(s) orientée(s) ; en indiquant la (les) condition(s) d'évolution
Figure 3.6 : Exemple d'un « rectangle-état » retenu.
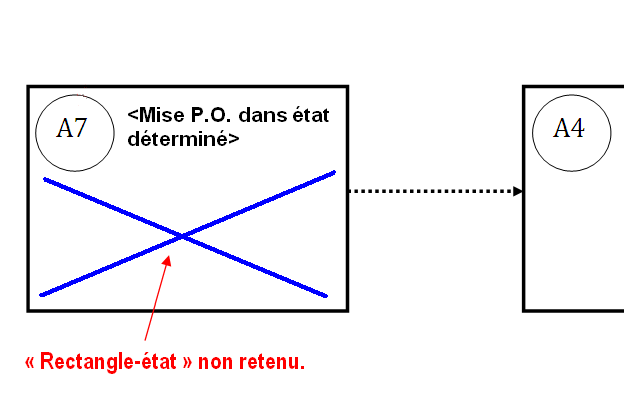
- Si le mode proposé n'est pas nécessaire pour la machine, une croix sera portée dans le "rectangle - état" pour signifier qu'il n'est pas retenu.
Figure 3.7 : Exemple d'un « rectangle-état » non retenu.
4.2- Rechercher les évolutions d'un état à l'autre.
Les modes de marches et d'arrêt ayant été sélectionnés et explicités, il convient de préciser le passage d'un état à l'autre.
L'élaboration de ces conditions de passage rend possible la conception du pupitre de commande et entraîne éventuellement l'adjonction de capteurs supplémentaires.
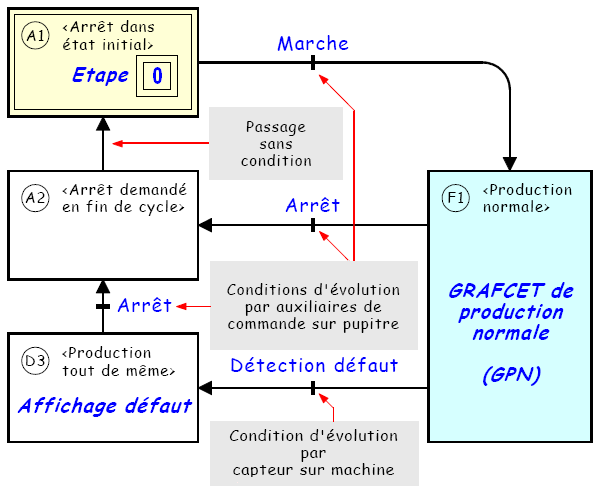
Le passage d'un état à un autre s'effectue de 2 façons :
- Soit avec une condition d'évolution.
- Soit sans condition d'évolution
Il y a deux états se retrouvant sur toutes les machines :
- l'état A1 (état initial) ou ( état repos) de la machine.
- l'état F1, mode de (production normale) pour lequel la machine a été conçue.
En partant de chacun des deux états, A1 et F1 il est intéressant de rechercher les évolutions vers d'autres états :
- On pourra commencer par démarrer la machine c'est-à-dire passer de A1 à F1, en se posant la question : une marche de préparation (F2) est-elle nécessaire ?
- On arrêtera la machine au choix :
- en fin de cycle à circuit F1 - A2 – A1
- dans une autre position à circuit F1- A3 - A4
On examinera les cas de défaillance :
- avec (arrêt d'urgence) D1 ;
- avec (production tout de même) D3 ;
- etc.
4.3- Les boucles opérationnelles du GEMMA
Sur le GEMMA on caractérise plusieurs "boucles". Une boucle est une succession d'états caractérisant le fonctionnement du système. En effet il n'est possible de passer d'un état à un autre que si les conditions d'évolutions sont respectées, mais il est parfois impossible de passer d'un état à un autre sans utiliser un état intermédiaire. Cet état intermédiaire permettra d'atteindre l'état final sans risque pour le système.
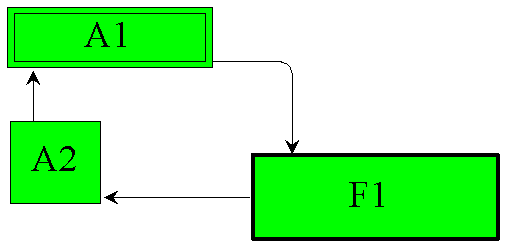
Boucle de marche normale :
La boucle A1>>F1>> A2>>A1 est la boucle de marche normale. Cette boucle décrit le fonctionnement normal du système, puis en fin de cycle lors d'un arrêt du cycle de fabrication, le système vient se remettre en position initiale et sera donc prêt pour un prochain cycle ou série de cycles.
Boucle de marche de réglage :
La boucle A1>>F4>> A6>> A1 est la boucle de marche de réglage. Le système quitte l'état A1 (arrêt dans conditions initiales) et passe en F4 (Marches de vérification dans le désordre) ce qui permet à l'opérateur de pouvoir tester les actionneurs, pré-actionneurs, capteurs, etc., du système, dans le désordre. Une fois les vérifications effectuées, le système passe de l'état F4 à l'état A6 (Mise de la P.O. dans l'état initial). Dans cet état le système va atteindre les conditions initiales. Quand les conditions seront atteintes, le système passera de l'état A6 à l'état A1.
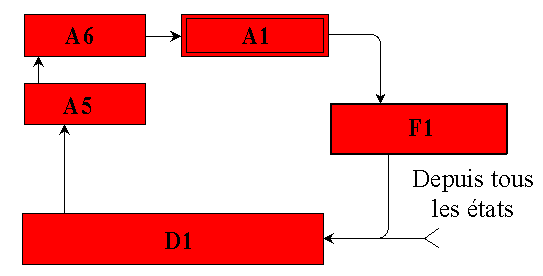
Boucle d’arrêt de sécurité
La boucle F1>D1> A5>A6>A1> F1 est la boucle d'arrêt de sécurité. Cette boucle permet de gérer tous les états successifs d'un système automatisé depuis un arrêt d'urgence lors d'une production normale jusqu'à la reprise de la production normale.
Une particularité de la case D1 est intéressante. Sur la flèche de liaison entre l'état F1 et l'état D1 vient se greffer une extrémité de flèche. Cette flèche associée à son commentaire qui signifie que cette case est accessible depuis tous les états du Gemma. Autrement dit quel que soit l'état dans lequel se situe le Gemma, si les conditions nécessaires pour passer dans l'état D1 sont réunies alors le système se mettra en D1
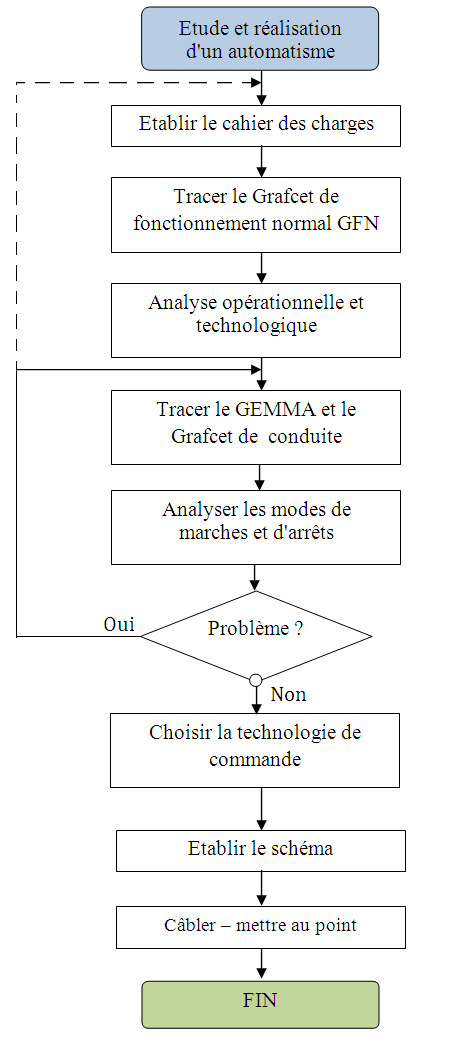
5 - Conception d'un automatisme séquentiel :
Pour un procédé donné, on doit tenir compte :
- Des contraintes industrielles (rentabilité, sécurité),
- De la nature et des types de capteurs donc des signaux délivrés par les capteurs,
- De la nature des actionneurs donc des signaux de commande acceptés par les actionneurs.
L'établissement du cahier de charges est la partie la plus importante surtout pour la disposition des capteurs. Elle détermine aussi :
- Le choix des interfaces d'E/S,
- Le nombre et le type d'E/S,
- L'utilité ou pas d'un bus de terrain.
L'établissement des séquences de l'automatisme est ce que l'on appelle le GRAFCET de fonctionnement normal ou aussi GRAFCET de niveau 1. C'est le diagramme des actions à réaliser en fonction des informations reçues.
L'analyse opérationnelle et technologique prend en compte les contraintes imposées par les capteurs et les actionneurs, ainsi que les modes de fonctionnement de l'automatisme (marche, arrêt, manuel, automatique, sécurité). C'est ce qu'on appelle le GRAFCET de conduite ou encore GRAFCET niveau 2 qui représente l'automatisme complet à réaliser. A ce stade, en fonction des problèmes rencontrés, on peut être obligé de revenir au cahier des charges et/ou au GRAFCET de niveau 1.
6 - Ressources et références :
- Document GEMMA vide au format PDF
- Le GEMMA Mr Patrick ABATI (07/11/2000)
- Cours + Exemples sur le GEMMA Mr ROZIER (24/04/2004)
- Document original de l'ADEPA sur le GEMMA (Avril 1981)